

╣½╦ŠäėæB
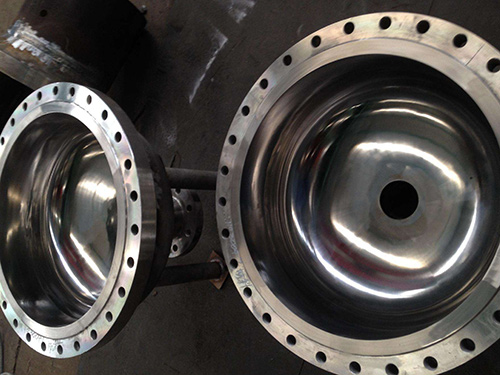
ųą═©ĖµįV─·Ż║╚ń║╬┐ŲīW░č╬š▓╗õPõōńR├µÆü╣Ō╣ż╝■Ą─║±Č╚
į┌Ųš═©Ą─ŲĮ├µÆü╣Ō╗ŅäėųąŻ¼╣ż╝■Ą─║±Č╚═©│Ż╝»ųąį┌0.3-20mmŻ¼įĮ║±įĮ╚▌ęū▒╗čą─źĪŻįŁę“╩ŪŻ¼▓╗õPõōńR├µÆü╣ŌÖCį┌čą─źĄ─▀^│╠ųąŻ¼╚ń╣¹«aŲĘ║±Č╚▀^ė┌▒ĪĄ─įÆŻ¼═∙═∙║▄ļy│ą╩▄Ą├ūĪę“×ķčą─źÄ¦üĒĄ─ē║┴”Ż¼▌^│ŻęŖĄ─ōpē─Š═╩ŪŲŲ╦ķ╗“š▀╦·▀ģŻ¼╔§ų┴╩Ū╚ń╣¹£žČ╚╠ß╔²Ż¼▀ĆĢ■įņ│╔ūāą╬Ż¼Ą½╩Ū╚ń╣¹║±Č╚Ą─ūŃē“Ą─įÆŻ¼╔Ž╩÷╦∙┤µį┌Ą─═■├{┐╔─▄ąįČ╝īóĢ■┤¾┤¾ĮĄĄ═ĪŻ
Ą½╩Ū▓╗õPõōę¬Æü╣ŌĄĮńR├µätŪĪŪĪŽÓĘ┤ĪŻ▓╗õPõō░Õ║±┴╦Ę┤Č°▓╗╚▌ęūÆü│÷ńR├µĪŻ═¼śėĄ─▓╗õPõō▓─┴Ž▒ĪĄ─ę¬▒╚║±Ą─Ė³╚▌ęūū÷ĄĮńR├µĪŻ▀@╩Ūę“×ķ▀_ĄĮę╗Č©║±Č╚Ż¼▓╗õPõō░Õ▓╗╚▌ęū═Ė╣ŌŻ¼▒Ē├µĄ─╣Ō┴┴Č╚ū÷▓╗│÷üĒĪŻ╦∙ęįŻ¼į┌ū÷▓╗õPõōńR├µÆü╣ŌĢrŻ¼╬ęéā═©│Ż▀xō±▌^▒ĪĄ─░ÕüĒū÷Ż¼Č°▓╗Ģ■▀xō±▌^║±Ą─░ÕĪŻ
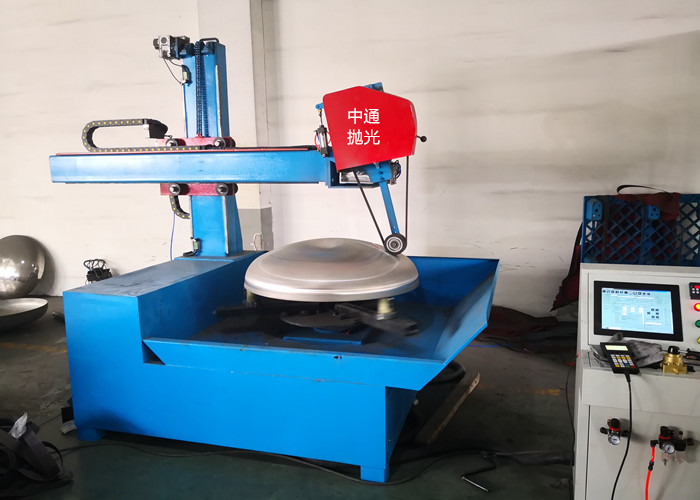
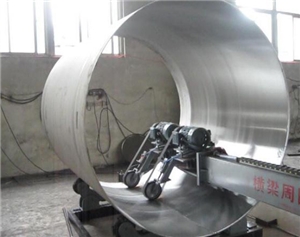
į┌čą─ź║═Æü╣Ō▀@ą®Ė▀Š½├▄Ą─╣ż╦ćųąŻ¼║▄ČÓ¢|╬„Č╝▓╗╩ŪĮ^ī”Ą─Ż¼ę▓▓╗╩Ūę╗│╔▓╗ūāĄ─ĪŻąĶę¬╬ęéāį┌▓┘ū„▀^│╠ųąū÷ĄĮŠ▀¾wå¢Ņ}Š▀¾wĘų╬÷Ż¼▓╗┐╔├ż─┐šš░ßšš╠ūŻ¼ę¬ņ`╗Ņ▀\ė├╬ęéā╦∙īW┴ĢĄ─čą─źų¬ūRĪŻ
Æü╣ŌÖC▓╗═¼Ż¼ū„×ķÆü╣Ō╚╦åT╦∙ę¬░č╬šĄ─│▀Č╚Š═Ģ■ėą╦∙▓╗═¼Ż¼ĻPė┌╚ń║╬šŲ╬š▓╗õPõōńR├µÆü╣ŌÖCÆü╣Ō╣ż╝■║±Č╚å¢Ņ}Ż¼╔Ž╬─╦∙╩÷╬ęŽļŠ▀ėąę╗Č©Ą─Į╠ė²ųĖī¦ęŌ┴xĪŻ